
Polymaker PolySonic PLA: Hitro, visokokakovostno tiskanje
V zadnjih nekaj letih smo bili priča precej drastičnim spremembam v hitrosti 3D tiskanja. Vendar ni bilo veliko storjenega za prilagoditev filamenta specifikacijam hitrih tiskalnikov. Zdaj imamo tiskalnike, ki zlahka tiskajo s hitrostjo več kot 500 mm/s, vendar za to še vedno uporabljamo tradicionalni PLA. Vendar navadni PLA vedno ne deluje najboljše pri visokih pretokih.
Naš lastni ecoPLA zlahka tiska s hitrostjo 500 mm/s. Vendar pa 500 mm/s ne pomeni vedno 500 mm/s. Veliko tiskalnikov lahko tiska s hitrostjo 500 mm/s, če model ni preveč zapleten. Pri zapletenih modelih z veliko premiki tiskanja ali strmimi oblikami zmožnost pospeševanja tiskalnika omejuje maksimalno dosegljivo hitrost, da se zagotovi primerna kakovost.
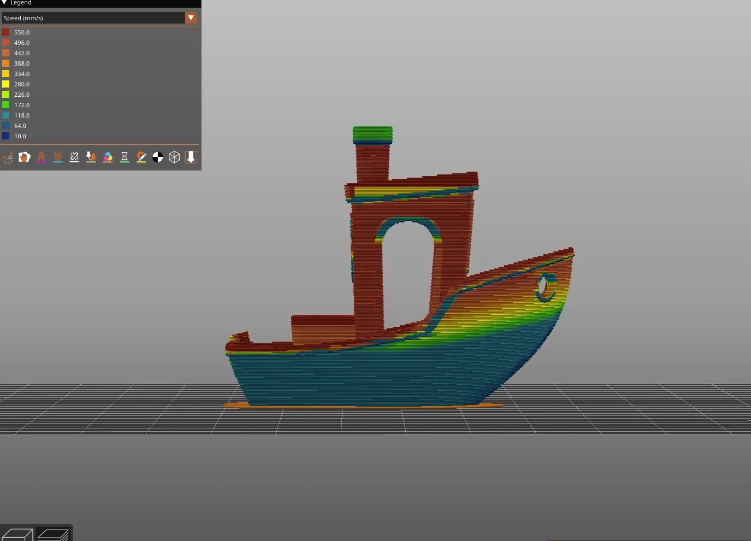
Oglejte si to sliko. Tukaj imamo klasični Benchy z maksimalno hitrostjo 550 mm/s. Vse v rdeči barvi je maksimalna hitrost, vendar obstajajo tudi druge vrednosti hitrosti. Tukaj smo omejili hitrost zaradi kakovosti. Opazili boste modro barvo, ki predstavlja strm previs na premcu. Previsi so ubijalci kakovosti, sloji tukaj niso postavljeni direktno preko prejšnjega sloja, ampak pod kotom. To pomeni, da niso popolnoma stabilni in jih mora hlajenje komponent čim hitreje utrditi, sicer se bodo ob naslednjem sloju nekoliko premaknili, kar bo povzročilo slabo kakovost. Tukaj smo hitrost zmanjšali, da se lahko hlajenje komponent opravi ustrezno.
Če vaš tiskalnik omejuje hitrost, ker ne zmore velikih pospeškov, se lahko zgodi nekaj podobnega in ozki ovinki bodo prvi, kjer bo hitrost zmanjšana. Poglejte, kaj lahko visoka hitrost naredi vašemu priljubljenemu Benchyju:

Oba scenarija povzročata drugo težavo. Dlje kot je filament v hotendu (to je, ko so hitrosti nižje), več toplote lahko absorbira iz grelnega bloka. Čeprav je to dobra stvar v smislu pretoka, dejansko vodi do zanimivega učinka. Toplejši filament je videti bolj sijoč, hladnejši filament je bolj dolgočasen. In ko se ti učinki združijo, lahko pride do črtastega učinka, ki ga lahko opišemo kot "koža morskega psa" na končnem tisku, kar ni videti posebno dobro. Na spodnji sliki lahko vidite, kaj točno mislim, ena polovica je bila natisnjena s 100 mm/s, druga pa s 500 mm/s, ena je sijajna in druga mat, kontrast je dobro viden.

Zdaj vemo, da lahko visoke hitrosti vplivajo na rezultat tiskanja, saj filamentu ne dajo dovolj časa, da se ohladi in ustvarijo grde artefakte, ko visoke hitrosti preprosto niso možne zaradi geometrije modela.
PLA na splošno ni enostavno ohladiti. To težavo nima veliko filamentov. Odkar so 3D tiskalniki v daljni preteklosti začeli uporabljati PLA, smo vedno zahtevali 100% hlajenje, za razliko od PETG, ABS, ASA in drugih, ki zahtevajo maks. 50% hlajenja ali v nekaterih primerih sploh ne.
Očitna rešitev je boljši hladilni sistem. Ker pa hitri tiskalniki ne marajo dodatne teže svojih gibljivih komponent (v primeru dodatnih ali bolj robustnih ventilatorjev), to ni vedno ugodno. Nekateri tiskalniki imajo zdaj ventilatorje na okvirju namesto tiskalne glave za zmanjšanje teže. Serija Neptune 4 ima ventilatorje na portalu, ki jih premikajo samo motorji osi Z za spremembe prestav in Z-skoke, drugi tiskalniki, kot so tiskalniki Voron, lahko dodajo ventilatorje CPAP, ki so zmogljivi oddaljeni ventilatorji, ki premikajo zrak po poti cev do tiskalne glave. A to so še vedno redkosti, večina tiskalnikov ima še vedno ventilatorje na tiskalni glavi. Tudi z dodatnim prezračevanjem je njihova učinkovitost na koncu omejena.
In tudi če je težava s hlajenjem rešena, lahko še vedno imamo težavo s spremenljivimi hitrostmi podajanja, ki povzročajo črtast učinek na natisnjenem delu.
Torej, kaj še lahko storimo? Kaj pa modificirani filament, ki ga je mogoče lažje in učinkoviteje ohladiti in kjer sprememba barve ni opazna pri različnih hitrostih podajanja? Zdi se, da imamo zdaj nekaj takega.
Polymaker PolySonic PLA
Novi PolySonic PLA Polymak je primeren za visok pretok. Tiska lahko do 29 mm³/s. To pomeni, da lahko, če tiskate s šobo 0,4 mm, dosežete hitrost do 500 mm/s pri tiskanju s plastjo višine 0,14 mm ali manj. Če želite visokokakovostno tiskanje pri visoki hitrosti, je ta filament pravi za vas.
Prvič, PolySonic je filament z visokim pretokom. V hotendu se hitro topi, kar je točno tisto, kar potrebujete za visok pretok. Filament se mora čim hitreje stopiti in zmanjšati svojo viskoznost, da zmanjšate upor, ki bi lahko povzročil spotaknitev vašega koračnega motorja in izgubo korakov. Po drugi strani pa, ker hitro absorbira toploto, jo lahko tudi hitreje odvaja, zaradi česar je hlajenje učinkovitejše. Medtem ko obstajajo drugi filamenti z visokim pretokom, je PolySonic zasnovan za visoko kakovost pri visoki hitrosti in za razliko od teh filamentov zlahka odstrani kožo morskega psa.
Preizkusili smo ga na našem Anycubic Kobra 2 Pro, tiskalniku, ki lahko tiska do 500 mm/s s pospeškom 20K, kar je zelo impresivno, zlasti glede na njegovo ceno.
Ta filament smo želeli doseči do skrajnosti in v 13 minutah smo lahko natisnili Benchy dokaj spodobne kakovosti. Povedati je treba, da smo to resnično dosegli, naš pretok je bil 30 mm³/s, tako da smo bili tik nad mejo - glejte tukaj.
Preizkusili smo tudi nenadno spremembo hitrosti filamenta, da bi pokazali, kako dobro se lahko bori proti koži morskega psa, in to je rezultat.

Kot prej je polovica 100 mm/s, druga polovica pa 500 mm/s. Absolutno nobene spremembe v barvi, koža morskega psa je popolnoma odpravljena.
Odločili smo se tudi, da s tem filamentom izvedemo bolj realističen test na Kobri 2 Pro, zato smo klop ponovno razrezali, da smo odstranili vse vidne artefakte iz prejšnjega preizkusa hitrosti. Tiskanje je bilo končano v 16 minutah in to smo dobili. Brez kože morskega psa, dobri previsi, dobri mostovi, lep raven dimnik, kar sploh ni slabo. Če želite videti celotno tiskano različico, si jo lahko ogledate tukaj.
Če želite enake rezultate doseči na vašem Kobra 2 Pro, smo za vas v spodnji tabeli zbrali celotne nastavitve.
Nastavitve Prusa Slicer za visokohitrostni Benchy na Kobra 2 Pro s Polymaker PolySonic PLA:
| Layer height | 0,25 mm |
| First layer height | 0,28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100% 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Primerni izdelki
-

Anycubic Kobra 2 Pro
- 1,2 GHz Cortex-A7 dvojedrni procesor
- ekstruder Dual Gear Direct Drive
- dvojna os Y & Z
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- filament High-Speed
- hitro iztiskanje
- odličen oprijem plasti
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- filament High-Speed
- hitro iztiskanje
- odličen oprijem plasti
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- filament High-Speed
- hitro iztiskanje
- odličen oprijem plasti
Iz naših objavljenih člankov:
-
Slovenija: standardna dostava brezplačna za pošiljke nad € 52,90
-
Brezplačno
vračilo -
Odprema v 24 urah
Več kot 10.650 izdelkov
